


















































قالب تزریق پلاستیک مرسوم ترین روش تولید انواع قطعات پلاستیک می باشد قطعات پلاستیکی جزء پرکاربرد ترین قطعات در انواع صنعت های خودرو , نساجی , تغذیه , پزشکی و غیره می باشد.
به طور کلی برای تولید قطعات پلاستیکی به روش تزریق پلاستیک نیاز به قالب تزریق پلاستیک و دستگاه تزریق پلاستیک است.
بدین صورت که قالب روی دستگاه بسته شده و مواد پلاستیک به صورت گرانول وارد دستگاه شده و توسط ماردون و المنت های دستگاه دما و فشار ماده پلاستیکی بالا رفته و وارد حفره های قالب می شود سپس توسط سیستم خنک کاری قالب خنک شده و بعد قطعه از قالب خارج می شود.

ساختمان قالب تزریق پلاستیک
محفظه: قالب گیری تزریق پلاستیک مجموعه ای از قطعاتی می باشد که محفظه را تشکیل می دهد. محفظه قالب فضای داخل قالب را تشکیل می دهد که شکل آن مطابق قطعه می باشد مذاب پلاستیک وارد محفظه شده و سرد می شود و درنهایت قطعه مورد نظر تولید می شود. محفظه قالب دارای دو قسمت می باشد که به شرح زیر است:
حفره:به آن کویتی یا مادگی گفته می شود که شکل بیرونی قطعه را به وجود می آورد.
ماهیچه:به آن کور یا نری گفته می شود که شکل داخلی قطعه را به وجود می آورد.
بوش تزریق:هنگام تزریق مذاب پلاستیک به صورت خمیری و با دما و فشار بالا وارد قالب می شود.اسپرو قطعه مخروطی شکلی است که داخل بوش قرار گرفته وظیفه انتقال مواد از دستگاه به قالب را دارد.جنس اسپرو به دلیل تحمل دما و فشار بالا از جنس فولاد سخت کاری شده می باشد.
سیستم راهگاه:در قالب های تک کویت به طور معمول مواد مذاب مستقیما وارد حفره قالب می شود اما در قالب های چند کویته مواد وارد راهگاه شده سپس بعد از عبور از راهگاه ها وارد محفظه قالب می شود.
حلقه تنظیم: برای اینکه مذاب پلاستیک در بهترین حالت از نازل کاشین وارد قالب شود می بایست نازل و اسپرو در موقیعت هم مرکز قرار گیرند حلقه تنظیم در قالب وظیفه دارد که اسپرو و نازل ماشین را هم مرکز کند.
میله و بوش راهنما: میله و بوش راهنما وظیفه انطباق حفره و ماهیچه را دارد و در قطعاتی که ضخامت دیواره ها مهم می باشد استفاده از میله و بوش راهنما حائز اهمیت می باشد.
ابعاد و اندازه میله و بوش راهنما با توجه سایز و نیرو وارد قالب تعیین و تعبیه می شود.
نیمه ثابت و متحرک:بستن قالب تزریق پلاستیک روی دستگاه بدین صورت است که یک نیمه قالب روی بخش ثابت دستگاه بسته شده و نیمه دیگر قالب روی بخش متحرک دستگاه بسته می شود.
به دلیل این قطعه بعد از سرد شدن از حفره جدا شده و به ماهیچه قالب می چسبد بخش ماهیچه قالب در بخش متحرک دستگاه جهت تسهیل در پران قطعه بسته می شود.
روش های ساخت حفره و ماهیچه:حفره و ماهیچه قالب به دو روش اینتگری و اینسرتی ساخته می شود که به شرح زیر است:
اینتگری:در این روش حفره و ماهیچه به صورت یک تکه با صفحات قالب ماشین کاری می شود.
اینسرتی:در این روش حفره و ماهیچه متشکل از قطعات فولادی کوچک می باشد و در صفحات نگه دارنده بسته می شود.
انتخاب یکی از دو روش بسته به نوع و شکل قطعه , تیراژ و غیره می باشد.
صفحات اینتگری حفره و ماهیچه:زمانی که حفره و ماهیچه قالب از ماشین کاری بلوک و صفحات و یا ریخته گری ساخته شود و از صفحه ای به عنوان صفحه نگه دارنده استفاده نشود به این صفحات ؛ صفحات اینتگری حفره و ماهیچه گفته می شود.
از این روش معمولا در قالب های تک کویت به دلیل داشتن استحکام بالا استفاده می شود.ولی در صورت که قالب چند کویت باشد معمولا از روش اینسرتی به دلیل انواع فاکتور های مورد نظر انطباقی استفاده می شود.
اینسرت:از این روش معمولا در قالب های چند کویت استفاده می شود و دلیل آن این است که ممکن از در طی فرایند تولید مشکلی در بعضی از حفره های به وجود آید و تعمیر قالب در این روش بسیار آسان تر و کم هزینه تر از روش اینتگری می باشد.
برخی اوقات روش اینسرتی جهت ساده سازی قالب و ماشین کاری استفاده می شود.
اگر در قالب نقاط حساس و آسیب پذیر وجود داشته باشد بهتر است آن نواحی به صورت اینسرتی طراحی شود.
پران:بعد خنک شدن قطعه در قالب نیاز به سیستم پران جهت خروج قطعه از قالب می باشد که انواع پران به شرح زیر است:
پران میله:دراین روش میله های پران توسط دو یا چند صفحه بسته می شود و بعد از اتمام تزریق و خنک کاری جک دستگاه صفحات و میله های پران را به جلو هدایت کرده و در نهایت با برخورد میله های پران به قطعه آن را از قالب خارج می کند.
پران صفحه ای:در این روش به جای استفاده از میله از صفحه استفاده می شود.بدین صورت صفحه پران به زیر قطعه برخورد کرد و در نهایت باعث خروج قطعه از قالب می باشد.
پران تیغه:در این روش به جای برخود میله و صفحه با قطعه از تیغه یا تسمه استفاده می شود.این نوع پران معمولا برای قطعات باریک استفاده می شود.
کج پران:این روش هنگامی استفاده می شود که در قطعه زاویه منفی وجود داشته باشد و برای خروج مستقیم قطعه محدودیت داشته باشیم.بدین صورت که پران با زاویه مشخصی روی ریل حرکت می کند و قطعه را آزاد کرده و سپس قطعه پران می شود.
بوش پران:در این روش قطعه توسط یک پین سوراخ دار به بیرون از قالب هدایت می شود که در سه حالت بکار می رود.
- برای پر کردن بعض از قطعات گرد
- برای پر کردن قطعاتی که بیرون زدگی دایره ای شکل دارند
- برای استفاده از پران در اطراف ماهیچه گرد
پران هوایی:در این روش فشار باد توسط سوپاپ های باد جایگذاری شده در صفحات قالب قطعه تزریقی را به بیرون از قالب می راند این سیستم معمولا به عنوان سیستم مکمل برای پران قطعه استفاده می شود.
سیستم برگشت: سیستم برگشت قالب بعد از پران به دو صورت انجام می پذیرد که به شرح زیر است:
برگشت با پین دستگاه:در این سیستم جک دستگاه به قالب بسته شده و علاوه بر جلو راندن صفحات پران قالب آن ها را بعد از پران به عقب باز می گرداند.
برگشت با فنر:در این سیستم جک دستگاه فقط وظیفه جلو راندن صفحات را دارد و فنر عمل برگشت صفحات را انجام می دهد.
عوامل تاثیر گذار در هزینه قالب پلاستیک
1-ابعاد قطعه و تعداد کویت: ابعاد قالب و تعداد کویت رابطه مستقیم با ابعاد فولاد دارد هر چه قطعه بزرگتر و تعداد کویت بیشتر باشد فولاد مصرفی بیشتر شده و هزینه قالب بالا می رود.
2-مکانیزم قالب:مکانیزم قالب تاثیر مستقیم روی مقدار فولاد مصرفی و مقدار ماشینکاری و اجرت قالبساز دارد.
3-کیفیت سطح قالب:هر چه سطح قالب صیقلی تر باشد نیاز به ماشین کاری بیشتر و اضافه شدن عملیات مانند پولیش کاری و کروم سخت و غیره می باشد.
4-جنس فولاد قالب : قیمت فولاد ها با توجه به نوع جنس و آلیاژ متفاوت می باشد به طور مثال اگر قصد ساخت قالب دایکاست داریم حتما باید از فولاد گرم کار استفاده کنیم که قیمت بالایی دارند.
5-نوع قالب:قیمت قالب ها با توجه به نوع فرایند متفاوت می باشد به طور مثال قالب های راه گاه گرم نسبت به قالب های راه گاه سرد قیمت بالاتری دارند.
6-استراتژی ساخت: استراتژی ساخت قالب یکی از عوامل تاثیرگذار در قیمت می باشد به طور مثال در ساخت نر و ماده قالب قیمت تمام شده قالب در روش های اینتگری و اینسرتی متفاوت می باشد.
7-شکل محصول: هندسه قطعه عامل افزایش و کاهش انواع عملیات صنعتی مانند اسپارک , وایرکات و غیره روی قالب می باشد.
شرکت های خدمات دهنده در زمینه طراحی قالب های پلاستیک
موسسه مهندسی طراحی و ساخت EIDM یکی از بهترین ها در زمینه طراحی و ساخت انواع قالب های صنعتی می باشد.
از ویژگی های این مجموعه می توان به:
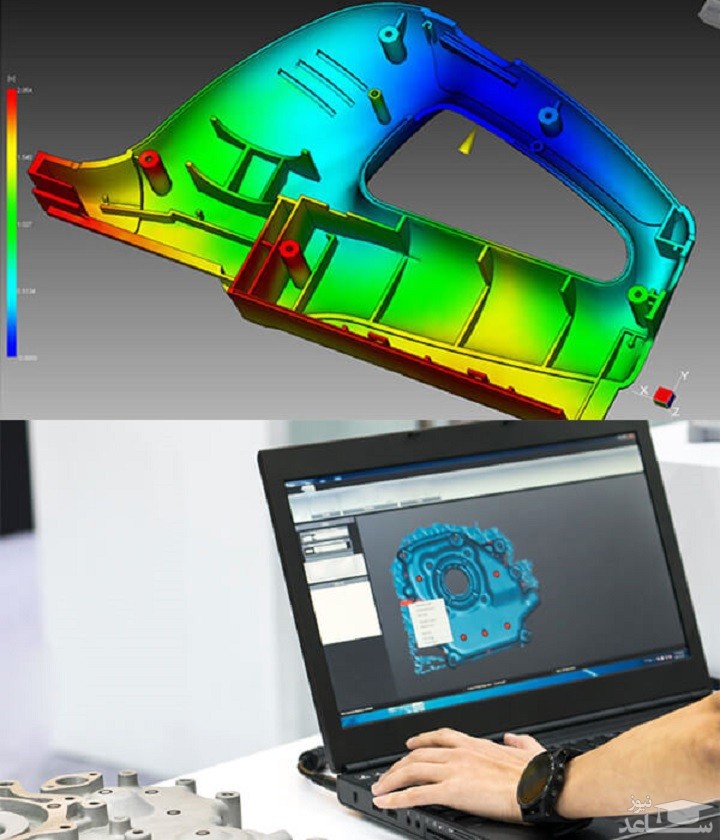
استفاده از طراحان مجرب در زمینه طراحی و تحلیل
استفاده از چک لیست های قوی و به روز ترین متد چک محصول و قالب
استفاده از انواع نرم افزار های طراحی و تحلیل با توجه به نوع پروسه تولید
رعایت کلیه حقوق مشتری مانند امنیت و سکرت بودن کار پروژه مشتری
سرعت و دقت و کیفیت
اشاره کرد.